
Bulk Transferring Systems for Food Processing
The GWI bulk transferring systems are designed for efficient and reliable handling of bulk materials in food processing. These systems offer high capacity, automation, and sanitary designs to ensure food safety and operational efficiency. They are customizable to fit specific production needs and can be integrated seamlessly into existing processing lines. The systems are suitable for various industries, providing versatile solutions for transferring large quantities of materials with minimal waste and maximum precision. Our machinery processes provide high production return and minimal operation cost.
GWI is dedicated to providing our customers with superior bulk transferring systems with exceptional client service and high quality finish and attention to detail. Our solutions are tailored to meet the specific needs of the food industry, ensuring top-quality production and safety.

Key Features
Customizable Designs
GWI offers highly customizable solutions that can be tailored to specific operational needs, whether for small or large-scale production.
Sanitary Design
The systems are designed to prevent contamination, ensuring they meet strict food safety standards.
Automation
GWI integrates advanced automation into their systems to improve efficiency, reduce labor costs, and minimize human error.
High Capacity
Suitable for large-scale food production.
Sanitary Design
Ensures food safety and easy maintenance.
PROCESSES INCLUDE
- Jars
- Buckets
- Drums
- Trays
- Boxes
- Totes
- Wood/plastic bins

BULK PRODUCT TRANSFERRING
PROCESSING COMPONENTS INCLUDE
- Table top conveyors
- Chain top conveyors
- Belt conveyors
- Pop-up conveyors
- Vibratory transfer conveyors
- Bucket, Belt, and Scoop type elevators
- Bulk collection hoppers
- Product metering systems
- Stacking systems
- Weighing Systems
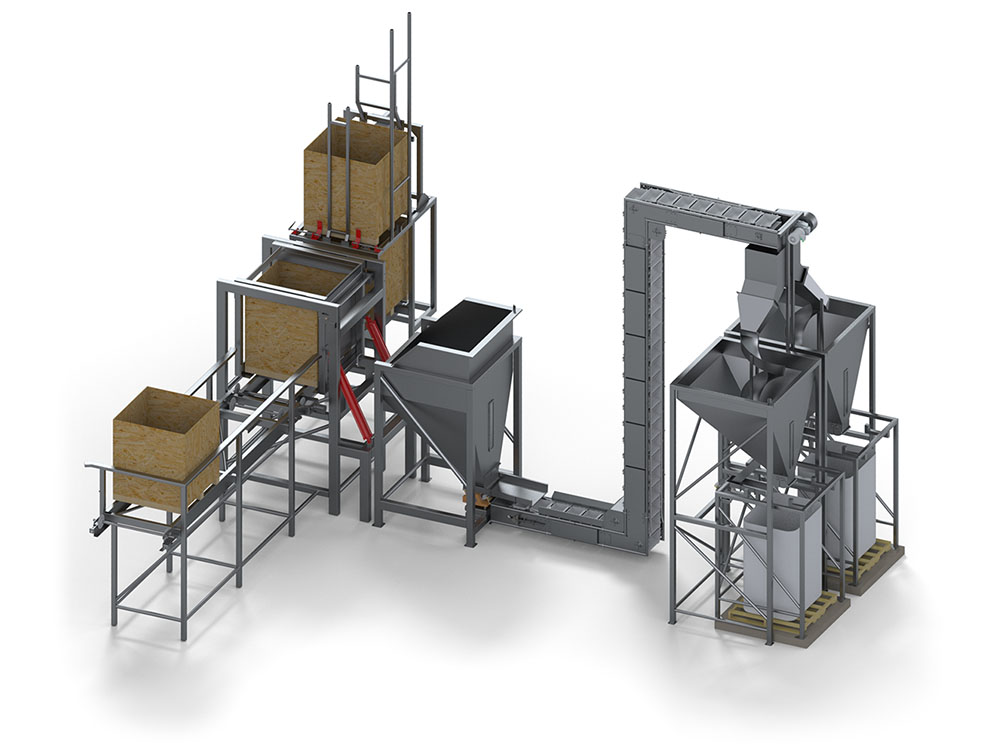
BIN TO SUPER SACK WEIGHING SYSTEMS
Why Choose GWI?
Expertise and Experience
With extensive experience in designing and manufacturing food processing equipment, GWI provides innovative solutions tailored to your needs.
Customer-Centric Solutions
Our team works closely with clients to deliver customized raisin processing solutions that enhance operational efficiency and productivity.
Quality Assurance
Every system is rigorously tested to meet the highest standards of quality and performance before leaving our factory.